- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
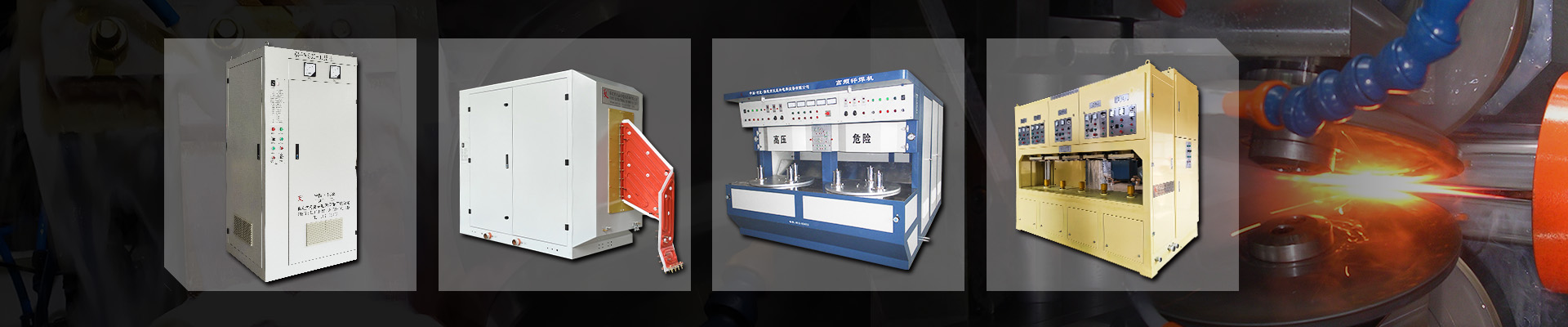
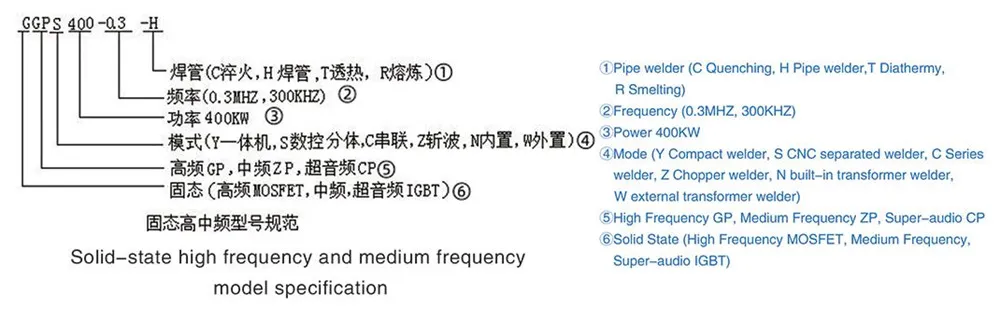
AUSWAHL DER LEISTUNG UND FREQUENZ DES HOCHFREQUENZSCHWEIßGERÄTS
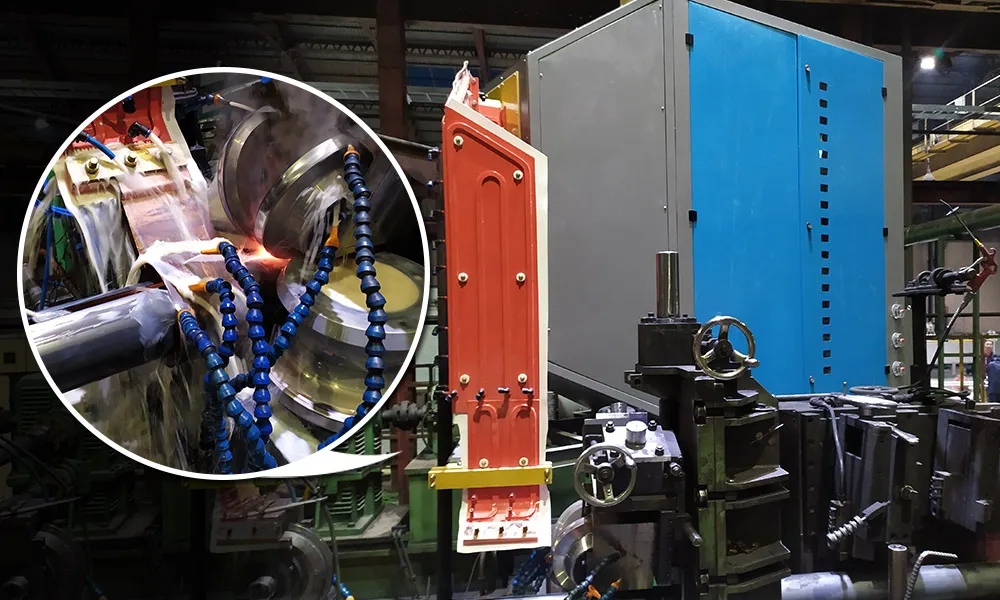
Hochfrequenzschweißgeräte gibt es in vielen Modellen. Eine Schicht mit 50 kW für Schweißgeräte mit geringer Leistung, eine Schicht mit 100 kW für Schweißgeräte mit mittlerer Leistung und eine Schicht mit 200 kW oder 300 kW für Schweißgeräte mit hoher Leistung.
1. Die Wahl der Leistung richtet sich hauptsächlich nach dem produzierten Rohrtyp und der erforderlichen Produktionsgeschwindigkeit. Zusätzlich zur Leistung des Hochfrequenzschweißgeräts gibt es viele Faktoren, die die Schweißgeschwindigkeit beeinflussen, wie zum Beispiel: Wandstärke, Durchmesser, Material des Stahlrohrs, Durchmesser des Induktors, Windungen, Kupferrohr sowie Durchmesser, Länge, Material und Kühlung des Magnetstabs ; die Größe des Öffnungswinkels des Stahlrohrs vor der Extrusionswalze usw.
Normalerweise nehmen wir die größte vom Benutzer hergestellte Stahlrohrwandstärke als Grundlage. Wenn die Wandstärke etwa 1 mm beträgt, verwenden wir ein 100-kW-Schweißgerät. Die Wandstärke beträgt etwa 2 mm. Verwenden Sie ein 200-kW-Schweißgerät. Und so weiter, die Wandstärke beträgt etwa 8 mm, verwenden Sie ein 800-kW-Schweißgerät. Je größer der Stahlrohrdurchmesser ist, desto geringer ist die Geschwindigkeit. Unter normalen Bedingungen kann nach diesem Prinzip die Geschwindigkeit grundsätzlich den Anforderungen genügen. In Fällen, in denen besondere Anforderungen an die Geschwindigkeit gestellt werden, sind besondere Überlegungen erforderlich. Große Schweißer können kleine Rohre schweißen, während kleine Schweißer große Rohre schweißen können. Nur die Geschwindigkeit ist unterschiedlich.
Bei der Wahl der Stromversorgung sollten auch die Kapazität und der Preis des werkseitigen Netzteils berücksichtigt werden.
2. Die Wahl der Frequenz ist einfach. Normalerweise ist die Frequenz dünner Wände und kleiner Leistungsschweißgeräte hoch, bei dicken Wänden und großen Schweißgeräten ist die Frequenz niedrig. Wir können Schweißgeräte von 100 kHz bis 600 kHz herstellen. Bei gründlichem Schweißen wird bei höherer Frequenz mehr Strom gespart. Die geschweißte Wärmeeinflusszone ist schmal.
Anfrage absenden



X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie